Внедрение процесса производства силиконовых шлангов
2024-07-08
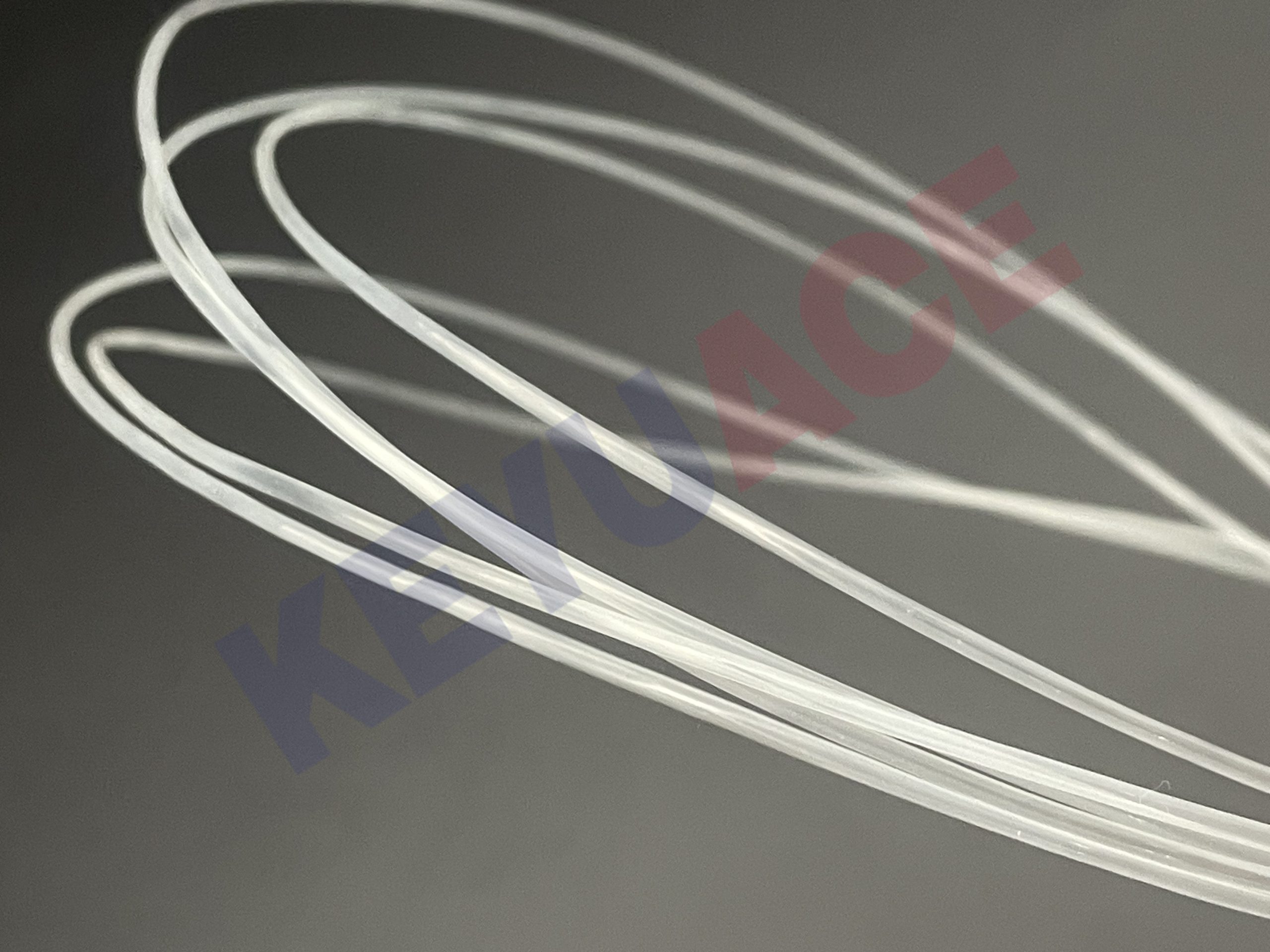
KEYUACE силиконовая трубка делится на промышленный класс, пищевой класс, медицинский класс, наиболее распространенными приложениями являются, медицинская силиконовая трубка (как перистальтический насос силиконовая трубка, и т.д.), бутылка соска силиконовая трубка (пищевой класс), коррозионно-стойкая силиконовая трубка (промышленный класс), дозатор воды силиконовая трубка, и т.д., так силиконовая трубка была широко используется в нашей повседневной жизни, знаете ли вы конкретные знания процесса?Пожалуйста, просто узнайте об этом с нами:
Процесс экструзии силиконовых трубок выглядит следующим образом:
1.смешивание резины: смешивание резинового сырья в двойной палки рафинирования машины, добавить двойной два четыре или платины вулканизирующего агента или силиконовые мастербатч для смешивания, прессованные в слой за слоем толщина равномерного силиконового материала экструзии.
2.Экструзионное формование: установите форму в головку силиконового экструдера. Очищенная резина будет разрезана на формы одинакового размера и длины, так что удобно подавать материал из входного отверстия экструдера. Затем подача через силиконовый экструдер, экструзия, но очень мягкий силиконовый шланг, силиконовый шланг в 8-метровый сушильный канал, высокотемпературная вулканизация. Силиконовый шланг, выходящий из печи, является полуфабрикатом, а затем используется для намотки.
3. высокотемпературная вулканизация: намотанный силиконовый шланг помещается в печь, обычный силикон 180 градусов, силиконовый шланг газовой фазы 200 градусов, высокая температура в течение 2 часов, вторая вулканизация для удаления запаха на силиконовом шланге, для предотвращения распыления инея и пожелтения.
4.Последующая обработка: остальное в зависимости от длины потребностей клиента для резки или склеивания и другой последующей обработки. А затем упаковывается в соответствии с требованиями к отправке клиентам.

Процесс производства силиконовых трубок для формовки полос:
1, очистка: чистый прозрачный силиконовый сырьевой материал процесс смешивания, добавить двухкомпонентный вулканизирующий агент и цветной клей для смешивания, после размера спецификации продукта, нож вырезает тот же размер для формования высокой температуры формования!
2, формовка: вырезать силиконового сырья в форму ядро, прямое сжатие через высокую температуру твердых говорить формовки, чтобы сформировать, которые силиконовые полосы производителей необходимо обратить внимание на контроль качества продукта, такие как неприготовленные, выпуклые и другие явления происходят.
3, обработка обрезки: силиконовая лента с использованием верхнего и нижнего процесса формовки, в линии формы части будут производить заусенцы, так что вам нужно вручную обрезки, механические края или замораживания обрезки и другие процессы для внешнего вида обработки.
4, предосторожности, силиконовая трубка и силиконовая лента относятся к роли уплотнения или сборки и силиконовые уплотнения похожи, поэтому производительность продукта, а также сила растяжения должны быть строго контролируемыми.